
Резинотехнических и Асботехнических изделий

Сварочные электроды для сварки металлов мр-3 предназначены для того чтобы производить сваривание ответственных конструкций. Эти конструкции должны иметь временное сопротивление до 490 МПа. Сваривание электродами мр-3 можно производить во всех пространственных положениях. Сваривание производить с использованием переменного и постоянного тока обратной полярности. Напряжение холостого хода электродов мр-3 должно составлять 65 В.
Для изготовления электродов мр-3 используется сварочная проволока Св-08 и Св-08а, которая полностью соответствует государственным стандартам. Для соответствия государственным стандартам сварочная проволока прошла много испытания на прочность и качество сваривания.
Покрытие сварочных электродов мр-3 рутиловое. Коэффициент наплавки электродами мр-3 составляет 8,5 г/Ач. Производительность наплавки металла электродами мр-3 диаметром 4 миллиметра составляет 1,7 килограммов наплавленного металла в час. Расход электродов мр-3 для наплавки 1 килограмма металла составляет 1,7 килограмма использованных при сваривании электродов мр-3.
Химический состав наплавленного металла электродами мр-3 практически не отличается от большинства составов наплавленного металла. Итак, в химический состав наплавленного металла входят такие элементы, как карбон, силиций, сера, фосфор и марганец. Процентное соотношение химических составляющих в наплавленном металле позволяет сделать сваренную конструкцию более прочной.
Сварочные электроды мр-3 производят диаметром 3, 4 и 5 миллиметров. Длина электрода диаметром 3 миллиметра составляет обычно 350 миллиметров, а длина электрода диаметром 4 или 5 миллиметров в среднем равна 450 миллиметров. Сварочный ток, который нужно использовать для сваривания электродами мр-3 разных диаметров такой: 80 – 140, 140 – 200 и 160 – 200 Ампер соответственно порядку возрастания диаметра электрода.
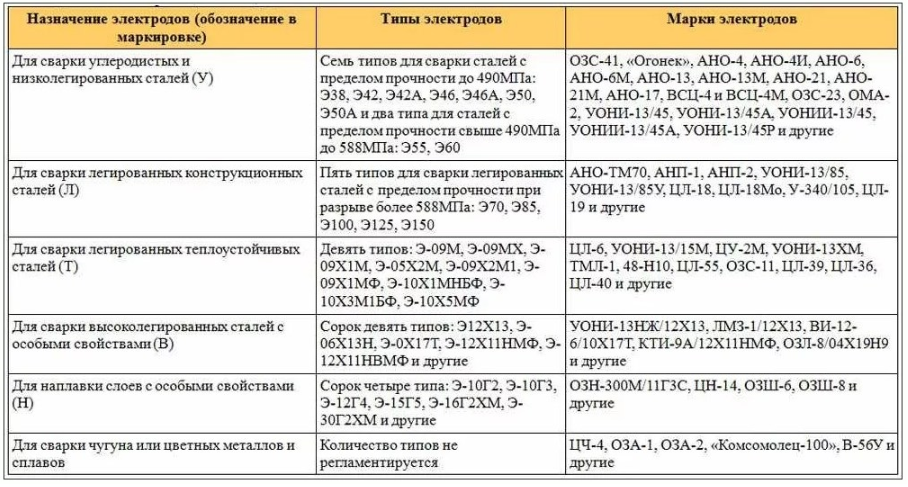
Виды Электродов
ул. Пограничная 58 оф3